 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


మోటారు హౌసింగ్పై అయస్కాంత ఉక్కు అంటుకునేది
2024-09-29
ఐదవ తరం మోటార్ షెల్ అంటుకునే మాగ్నెటిక్ స్టీల్ ఆటోమేషన్ పరికరాలు ఎత్తు అయస్కాంత ఉక్కును గుర్తించడానికి ఉపయోగించబడుతుంది. ఈ పరికరం కింది కాన్ఫిగరేషన్తో ఐదవ తరం మోటారు షెల్ అంటుకునే మాగ్నెటిక్ స్టీల్ పరికరాలు:
ST10: ఆటోమేటిక్ మాగ్నెటిక్ స్టీల్ ఫీడింగ్;
ST20: ఆటోమేటిక్ ఎగువ షెల్, షెల్ లోపల జిగురు పూత, ఆటోమేటిక్ షెల్పై మాగ్నెటిక్ స్టీల్ కలయిక
ST30: ఓవెన్
ST40: మాగ్నెటిక్ స్టీల్ థ్రస్ట్ మరియు ఎత్తును స్వయంచాలకంగా గుర్తించడం, స్థాన ఖచ్చితత్వం యొక్క CCD గుర్తింపు, గేజ్ గుర్తింపు, బేరింగ్లను ఆటోమేటిక్గా నొక్కడం మరియు ఆయిల్ ఇంజెక్షన్;
ST50: మెటీరియల్లను స్వయంచాలకంగా లోడ్ చేయండి మరియు అన్లోడ్ చేయండి మరియు పూర్తయిన ఉత్పత్తులను మెటీరియల్ బాక్స్లో ఉంచండి; ముగింపు.
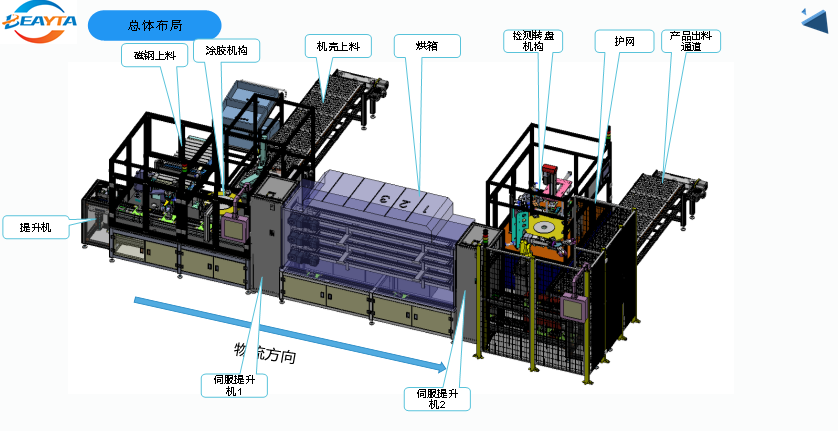
అంటుకునే మాగ్నెటిక్ స్టీల్తో ఐదవ తరం మోటార్ హౌసింగ్ యొక్క మొత్తం 3D లేఅవుట్కు పరిచయం:
మాన్యువల్గా యాంటీ మాగ్నెటిక్ స్టీల్ మరియు కేసింగ్ను ఫీడింగ్ ఫిక్చర్పై విడిగా ఉంచండి. అయస్కాంత ఉక్కు సమూహాలలో ఉంచబడుతుంది మరియు ఆకారం ప్రకారం ఉంచబడుతుంది; కేసింగ్ బ్లో మోల్డింగ్ డిస్క్ టూలింగ్ను స్వీకరిస్తుంది; ఒకసారి మాన్యువల్గా ఫీడింగ్ చేయడం వలన 1 గంట పాటు పరికరాల మెటీరియల్ వినియోగాన్ని పొందవచ్చు; మాగ్నెటిక్ స్టీల్ ఫీడింగ్ చైన్ ప్లేట్ లైన్ను కాన్ఫిగర్ చేయండి, దానిని మాన్యువల్గా ఉంచండి, ఆటోమేటిక్గా చివరి వరకు ప్రవహిస్తుంది, మాగ్నెటిక్ స్టీల్ను బయటకు నెట్టడానికి పుషింగ్ మెకానిజంను కలిగి ఉంటుంది, మాగ్నెటిక్ స్టీల్ను ఒక్కొక్కటిగా కత్తిరించడానికి కట్టింగ్ మెకానిజంను కలిగి ఉండండి, 4-యాక్సిస్ రోబోట్ను కాన్ఫిగర్ చేయండి అయస్కాంత ఉక్కును ఫిక్చర్పైకి తీయడం మరియు లోడ్ చేయడం మరియు అయస్కాంతం ప్రీ చూషణను కలిగి ఉండటం; మాగ్నెటిక్ స్టీల్ యొక్క సమగ్రతను తనిఖీ చేయడానికి తదుపరి వర్క్స్టేషన్లో CCD డిటెక్షన్ మెకానిజం అమర్చబడింది. ఈ విధానం రిజర్వ్ చేయబడింది మరియు పేర్కొనకపోతే అవసరం లేదు; కేసింగ్ ఫీడింగ్ మెకానిజంను కాన్ఫిగర్ చేయండి, 4-అక్షం రోబోట్ కేసింగ్ను 4-స్టేషన్ టర్న్ టేబుల్పై ఉంచుతుంది. జిగురు పూత విధానం స్వయంచాలకంగా AB జిగురును వర్తింపజేస్తుంది, స్వయంచాలకంగా మిళితం చేస్తుంది మరియు పూత మొత్తాన్ని కొలుస్తుంది; అప్ మరియు డౌన్ వేగం సర్వోచే నియంత్రించబడుతుంది మరియు కలయిక తర్వాత, అంటుకునే బంధం ప్రాంతం అయస్కాంతం యొక్క బయటి చుట్టుకొలత ప్రాంతంలో ≥ 80%; కేసింగ్ స్లీవ్ మాగ్నెటిక్ స్టీల్ కాంబినేషన్ మెకానిజంను కాన్ఫిగర్ చేయండి, మాడ్యూల్ బదిలీని ఉపయోగించి, దిగువన ఒక సిలిండర్ టాప్తో, అయస్కాంత ఉక్కు దాని అసలు స్థానానికి తిరిగి వస్తుంది, కేసింగ్ చొప్పించబడుతుంది, సిలిండర్ ఉపసంహరించుకుంటుంది మరియు వసంతకాలం అయస్కాంత ఉక్కు విస్తరణ శక్తిని నిర్వహిస్తుంది;
ఈ విభాగం ప్రొడక్షన్ లైన్ ఫారమ్ను అవలంబిస్తుంది, ప్రతి వర్క్స్టేషన్లో టూలింగ్ బోర్డ్ను ఖచ్చితంగా ఉంచడానికి బ్లాక్ చేసే మెకానిజం మరియు ట్రైనింగ్ మెకానిజం అమర్చబడి ఉంటుంది;
ఈ పరికరం ప్రాసెస్ కంట్రోల్, రిమోట్ మానిటరింగ్, ప్రొడక్షన్ ట్రాకింగ్, ప్రొడక్షన్ స్టాటిస్టిక్స్ మరియు అనాలిసిస్ కోసం MES సిస్టమ్తో అమర్చబడి ఉంటుంది. ఇది ప్రధానంగా ఉత్పత్తి నిర్వహణ, సాంకేతిక ప్రమాణ నిర్వహణ, నాణ్యత నిర్వహణ, పరికరాల నిర్వహణ, శక్తి నిర్వహణ, వస్తు నిర్వహణ, ఉత్పత్తి గణాంకాలు మరియు విశ్లేషణ, ఉత్పత్తి డేటా నిర్వహణ, ఉత్పత్తి సిబ్బంది నిర్వహణ మరియు సంబంధిత పొడిగించిన విధులు వంటి ఉపవ్యవస్థలను కలిగి ఉంటుంది. MES వ్యవస్థ సంస్థల యొక్క మొత్తం పోటీతత్వాన్ని పెంపొందించగలదు, బహుళ రకాలు మరియు బహుళ బ్యాచ్, అధిక నాణ్యత మరియు తక్కువ ధర, సౌకర్యవంతమైన తయారీ త్వరిత ప్రతిస్పందన, ఇంధన సంరక్షణ, ఉద్గార తగ్గింపు మరియు పర్యావరణ అనుకూలత మొదలైన వాటితో సహా ఉత్పత్తి మరియు తయారీ యొక్క అభివృద్ధి అవసరాలను తీర్చగలదు. ఎంటర్ప్రైజెస్ ఆర్డర్ అంగీకార రేటును మెరుగుపరుస్తుంది, డెలివరీ సమయాన్ని తగ్గిస్తుంది, లేబర్ ఖర్చులను తగ్గిస్తుంది మరియు మూలధన టర్నోవర్ రేటును మెరుగుపరుస్తుంది.

ఐదవ తరం మోటార్ షెల్ అంటుకునే మాగ్నెటిక్ స్టీల్ పరికరాల వీడియో ఆపరేషన్:
మునుపటి:చైనీస్ సాఫ్ట్ సీల్ గేట్ వాల్వ్



X
We use cookies to offer you a better browsing experience, analyze site traffic and personalize content. By using this site, you agree to our use of cookies.
Privacy Policy